品牌:河北威岳
精度:1-2-3
材质:HT250
硬度:HB170-240
起订:1件
供应:999件
发货:3天内
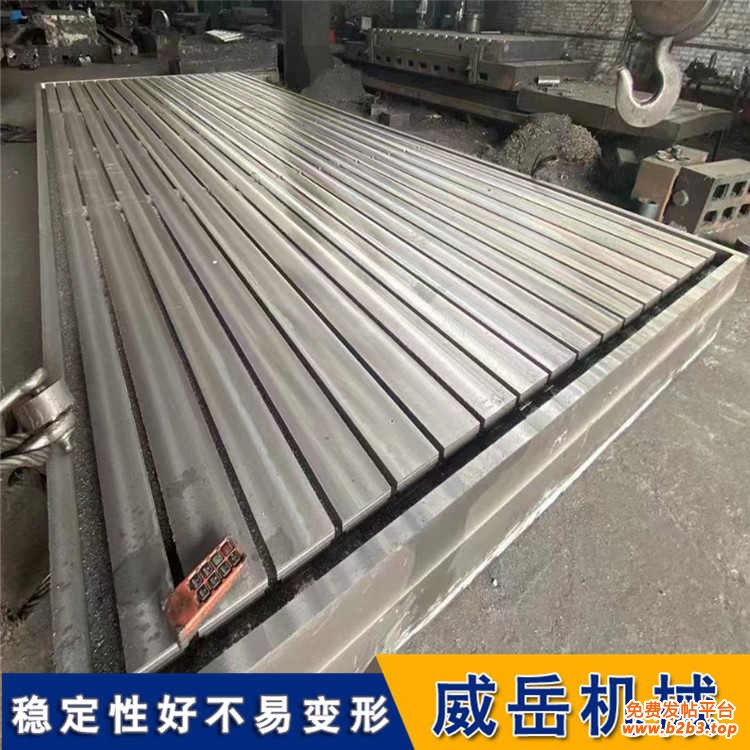
T型槽装配平台的压砂对平台使用性能产生大影响,或因残存大内应力使工作面变形;或因怕磨损使精度不能保持;或因刮削困难得不到数值小的粗糙度。因此使用平台需要注意压砂,去掉T型槽装配平台的残余应力。在T型槽装配平台机械制造中也是能少的基本工具。T型槽装配平台具有尺寸精度不错,加工余量小,表面质量好等优点。http://www.chinaweiyue.com/
一、T型槽装配平台压砂处理
1. 当运动时,砂子本身做移动和滚动,它一边切削T型槽装配平台,一边被平台嵌入,一边又被别的砂子挤出,互相挤压。直到砂子整体的一半或一半以上嵌入平台,砂子才会。这些的沙子就是我们修理量块用的。其它砂子大部分是浮砂,不稳固,用油一擦就掉,或用不了几次就会松动而掉。当推拉力达到500N左右时,砂子嵌入的比较,就可以完成压砂。
2. 在研磨过程中,要注意使研磨T型槽装配平台上各处都均匀的磨耗。判断研磨砂子的声音,是否随上板的移动而发出“沙沙”的金属声音,不能有停顿或异样的声音;看板面间的油迹是否均匀。推拉平台时始终呈“8”字运行。
3. 前两次压砂所达到的推拉力和所用油量一样,后四次压砂滴入7~8滴混合油,推拉力达到750N左右,这时的推拉速度达每行程10秒左右。每遍压砂大约需要20分钟左右。
4. 在拉T型槽装配平台时,两手用力要均匀,速度要稳定,走几个行程要转动平台90°。在转动平台和接“8”字运动时,要衔接,平稳过度,尽量不要有停顿。推拉的速度随着平台间的吸引力的上升而减少。
5. 开始研磨时,用小力量推拉,以防把两板间的油和砂子挤出。尽量把T型槽装配平台间的油赶匀,手感两手的推拉力应该一样。当比较润滑时,这时应增加旋转推拉上板的速度,一个行程大约4~5秒钟。
联系人:销售部卫经理 15533753786竭诚为您服务!
详询可登陆我们的官网:http://www.chinaweiyue.com/